About the gas booster pump, these 4 things you should know
The gas booster pump is a plunger pump. When operating with an output pressure that is nearly equal to the set pressure value, the pump’s reciprocating speed decreases until it stops, maintaining a constant output pressure while consuming the least amount of energy possible.
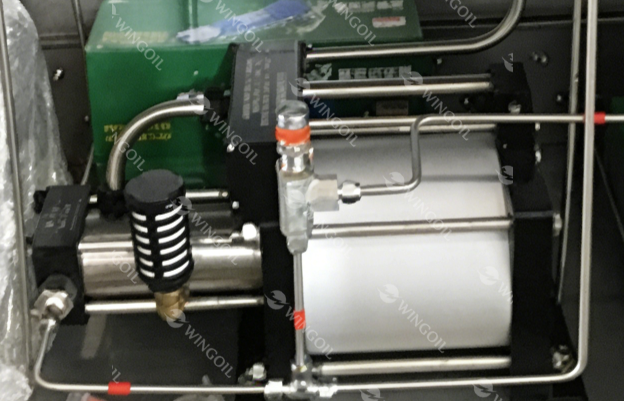
Composition of gas booster pump flow parts
The suction chamber, impeller, and water chamber of the gas booster pump are the primary flow-passing components. The impeller is the most significant work element pump, the heart of the flow passage components, an impeller blade cover, and the middle. The front room is located on the water inlet of the impeller to the liquid into the impeller; the pressurized water chamber main spiral pressurized water chamber, the guide vane, and guide vane three forms.
Working principle of gas booster pump
When the gas booster pump works, the liquid pump is first filled, and then the fast-rotating impeller is started. For centrifugal pumps, the blades of the impeller drive the fluid to rotate, and the liquid flows to the outer edge of the impeller by inertial rotation, and the impeller enters the liquid from the suction chamber at the same time. In this process, the liquid flows around the blades of the impeller, and the liquid flow moves a lift around the impeller, which is equal to and opposite to the lift of the masterpiece. The force of the liquid acting on the liquid, the liquid can flow out of the impeller, and the kinetic energy and pressure energy of the liquid are both increased.
Features of gas booster pump system
1. The pump can be powered by a number of air sources, including compressed air, nitrogen, etc.
2. Automatic pressure: In the event that the pressure in the pressure loop drops for any reason, the super pump will immediately start, add leak pressure, and maintain the pressure loop.
a pressure that is infinitely adjustable.
4. Pumps can operate constantly when the necessary pressure is present; however, during this period, energy is no longer consumed.
5. Minimal installation area needed; compact construction.
6. It can maintain pressure without using energy for a long time.
7. be able to endure dust, humidity, and other extreme conditions.
8. You can employ a range of media, including nitrogen, air, and others. It is well suited for applications requiring explosion protection and is powered by compressed gases.
Advantages and application fields of gas booster pump
The gas booster pump can compress air, industrial gases including nitrogen, helium, and argon, as well as gases without the use of oil. A working pressure of 100MPa is possible. operating pressure of an oxygen booster pump is 30 MPa.
Wide range of applications, including the industrial use of machine chucks, inflatable accumulators, high-pressure bottle inflation, and the conversion of low-pressure gas to high-pressure gas. Both mechanical and testing equipment can need a booster pump when the air pressure is not high enough for all of it. Whatever the reason for the packing circuit’s pressure decrease, the booster pump will automatically start to supplement the leakage pressure and keep the circuit’s pressure constant.

Compared to other gas pumps, the booster pump requires less maintenance due to its simple design, fewer moving parts, and less sealing. The booster pump’s output pressure, which may be as high as 300Mpa and be filled with water, oil, and the majority of chemical corrosive liquids, has high output pressure.
The utility model benefits from low running costs, no pollution, convenient installation and operation, simple control, automatic stopping at any preset pressure, and remote control thanks to innovative dynamic sealing technology. The booster pump is a pump that works quickly to increase output pressure before slowing down to stop at a steady pressure while using the least amount of energy and having varied stop-motion components. The gas booster pump is highly effective and inexpensive when used with bottled gas or compressed air. The flow is not excessive, and it can satisfy a variety of requirements for high-pressure compressed air or other gases. The advantages of the gas booster pump are its easy structure, high dependability, and high efficiency. Booster pumps are the best option for most of the gas in the cylinders as well as for higher pressure than typical bottled gas or continuous high pressure.
The advantages of the gas booster pump include its tiny size, lightweight, and inexpensive price. The demand for both pressure and high flow can be met by combining pumps with high and low pressure. An entire power supply system or just a portion of it can be employed with the gas booster pump. Gas booster pumps can be used safely in places with flammable, explosive liquids or gas since they don’t arc or spark and have a high safety factor.