
Chemical Metering Pump System: How It Works and Where It Is Used?
In modern industrial production, the question of “how much chemical to add” is far more critical than it may seem at first glance, too much can lead to waste or even contamination, while too little may compromise the entire process performance.
This is where the chemical metering pump system comes into play. It acts like a “precision dropper” in industrial processes, delivering chemicals accurately and consistently according to preset ratios with high stability and controllability.
Whether in water treatment, petrochemical industries, power circulation systems, or pharmaceutical manufacturing, this type of equipment plays a vital yet understated role. It may appear simple, but it directly impacts the safety and efficiency of the entire system.
In this post, we will walk you through the working principles, types, and applications of this “industrial precision dosing system,” helping you quickly understand its core logic.
Part 1. What Is a Chemical Metering Pump System?
A chemical metering pump system is an industrial system designed to precisely control the dosing of chemical agents. It can deliver chemical solutions in a stable manner, either continuously or intermittently, based on specific process requirements.
Its core objectives are to achieve:
- High accuracy
- Controllable flow rate
- Stable pressure
- Safe delivery
For this reason, it is also commonly referred to as chemical dosing system or chemical injection system

Part 2. Working Principle of a Chemical Metering Pump System
A standard chemical metering pump system consists of several key modules working together to achieve stable and precise chemical dosing:
1. Chemical Tank
Used to store the chemicals to be dosed. Depending on the properties of the medium, the tank is typically designed with corrosion-resistant materials and may be equipped with level indicators and mixers to ensure uniform concentration and safe operation.
2. Metering Pump
Main element used in the device, providing accurate and stable flow control. This is achieved by using the reciprocating movement of a diaphragm or a piston that ensures a precise dosage with high accuracy despite changes in pressure.
3. Drive and Control Device
Device to regulate process parameters, including flow rate, pressure, and frequency. Some devices feature the capability to automate the process according to changing requirements.
4. Flow Regulation and Monitoring Components
Including throttling valves, flow meters, and calibration columns, these components are used to monitor and calibrate the dosing volume, ensuring long-term accuracy of the system.
5. Injection Point
Delivers the chemical into the target pipeline or reaction system. A well-designed injection point ensures rapid and uniform mixing while preventing backflow or leakage.

Workflow of Chemical Metering Pump
In its operation, the chemical is extracted from the storage tank and added to the system to be fed into the metering pump chamber. The metering pump dispenses the exact amount of the chemical according to the predefined flow rate and flow frequency. During this process, the driving and controlling system adjusts the conditions of the pump operation to ensure the pressure and flow of the dispensed chemicals stay within the desired limits.
Then, the precisely controlled chemical flows through the pipelines and reaches the point of injection, where it is injected evenly into the target pipeline or process system.
Part 3. Types of Chemical Metering Pump Systems
Based on different driving methods and structural designs, chemical metering pump systems can generally be classified into the following types:
1. Diaphragm Metering Pump System
A diaphragm metering pump uses the reciprocating movement of a flexible diaphragm to transfer liquids, effectively isolating the chemical medium from mechanical components.
Key features include:
- Suitable for corrosive or hazardous chemicals
- Excellent sealing performance with low leakage risk
- Simple structure and easy maintenance
- Ideal for medium to low pressure and standard dosing applications
Therefore, this type of system is widely used in water treatment and environmental dosing processes.
2. Piston Metering Pump System
A piston metering pump operates through the reciprocating motion of a piston within the pump chamber, enabling precise liquid delivery under higher pressure conditions.
Its main advantages include:
- Capable of high-pressure output
- High dosing accuracy
- Suitable for precision industrial applications
However, due to its more complex sealing structure, it requires higher maintenance and is commonly used in petrochemical and high-pressure injection systems.
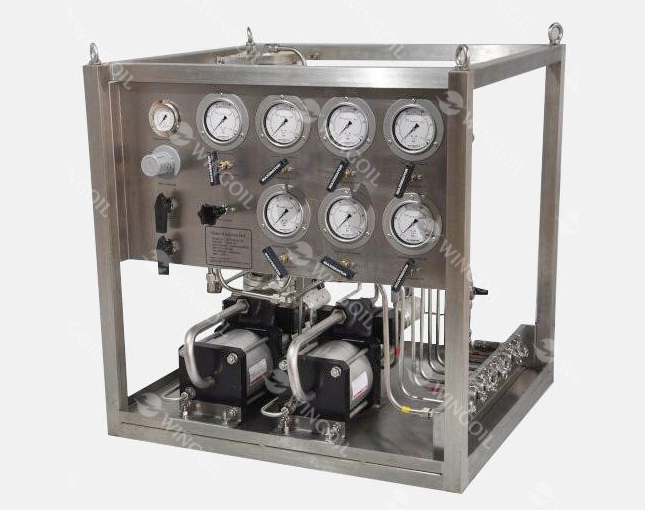
3. Hydraulic-Driven Chemical Injection System
A hydraulic-driven system uses air or hydraulic power as the driving source, converting energy into stable pressure and flow output.
Typical characteristics include:
- Stable output pressure with minimal fluctuation
- Infinitely adjustable flow rate and pressure
- Suitable for high-precision continuous dosing applications
- High safety level, with no risk of sparks or electrical hazards
- Ability to maintain static pressure without generating heat
This kind of system is most appropriate in cases where there is a need for safety, stability, and precision such as the case of injection of oil and gas and even in the case of water purification.
Wingoil chemical metering pump system is one of the examples of such optimized systems and employs the principle of air-driven hydraulic systems to ensure operational safety as well as accurate dosing of chemicals.
Part 4. Key Advantages of Chemical Metering Pump Systems
As modern industries demand higher standards for precision and safety in chemical dosing, chemical metering pump systems offer several significant advantages:
1. Precise Dosing Control Capability
Due to their precise dose management, these pumps ensure that there will be no over usage or under usage of the chemicals being used during processes. The result will be an improvement in the performance of the process and minimization of chemical wastage.
2. Corrosion Resistant
These pumps have the capacity to resist corrosion and thus make use of non-corrosive material like polytetrafluoroethylene (PTFE), Polyvinyl Chloride (PVC) and stainless steel which are able to withstand harsh chemicals like acids.
3. Automation Capability
By integrating with PLCs or control systems, metering pump systems can automatically adjust dosing rates based on real-time operating conditions. This enables intelligent operation, minimizes manual intervention, and enhances overall production efficiency.
4. Stable Operation and High Reliability
With mature structural design and consistent performance, these systems maintain stable output even during long-term continuous operation or under complex working conditions, ensuring smooth production processes.
5. Adaptive Operating Methods
These methods can be applied for the operation of the metering pump system both continuously or intermittently depending on process needs and applications.
6. Safety for Dangerous Environments
If there are toxic or dangerous substances that require special attention, the metering pumps offer good leakage protection, thus making the environment safer for personnel and equipment.
Thus, with the help of metering pump systems, dosing is made more accurate and reliable.
Part 5. Industrial Applications of Chemical Metering Pump Systems
Chemical metering pump systems are widely used across multiple key industrial sectors due to their high precision and stable performance, playing an essential role in various application scenarios:
1. Water Treatment Industry
In drinking water and wastewater treatment systems, metering pumps are used to dose disinfectants (such as sodium hypochlorite), coagulants, and pH regulators. This ensures water quality compliance while improving treatment efficiency.
2. Oil and Gas Industry
During oil and gas extraction and transportation, metering pump systems in oil and gas are commonly used to inject corrosion inhibitors, scale inhibitors, and demulsifiers. These chemicals help prevent pipeline corrosion, reduce scaling, and improve oil–water separation efficiency.

3. Boiler Systems
In boiler feedwater treatment, chemicals such as oxygen scavengers and corrosion inhibitors are dosed to control water quality, reduce equipment corrosion, and effectively prevent scaling, thereby extending equipment service life.
4. Cooling Water Systems
In industrial circulating cooling water systems, metering pumps are used to inject biocides and scale inhibitors. This helps maintain chemical stability of the water, prevent microbial growth, and avoid pipeline blockage.
5. Chemical Manufacturing Industry
In various chemical reaction processes, metering pump systems enable precise ratio control and continuous dosing of multiple raw materials. This ensures stable reaction conditions, improving product quality and production consistency.
Overall, chemical metering pump systems act as “precision controllers” across different industrial environments, making them essential equipment for ensuring process stability and product quality.
In Summary
The chemical metering pump systems are essential in today’s industrial operations. The essence of such equipment is based on the safe, accurate, and consistent delivery of chemicals.
Wingoil chemical metering pump systems powered by hydraulics have an advanced design that guarantees a stable operation. Such equipment will be highly effective in the sectors of water purification, chemicals, and energy production.
If you are interested in purchasing a chemical metering pump system or chemical dosing solutions, please do not hesitate to contact Wingoil.
Related Articles





